
SMHA Blow System
Hot-fill Application
Overview
As know, all non-carbonated drinks containing sugar are sensitive to microbial contamination and therefore require a sterile container. Hot-filling temperatures range from 82℃ for juice to 92℃ for tomato-based products. Based on the above demands, the blowing process for hot-fill bottles exhibits several distinct differences, and Smargon Plastic has developed brand new series – SMHA, special for hot-filling bottle blowing application.
With SMHA series, for 350ml round shape hot-filling bottle with 27g preform (28mm neck finish), you can carry out up to 500 bottle/hour/cavity production rate with rejection below 1%, and the final bottle can bear filling temperature up to 92℃.
Specification
SMHA1-500 is a one-cavity platform conceived for small size containers up to 0.75 liters, with output up to 500BPH per machine.
SMHA2-1000 is a two-cavity platform conceived for small size containers up to 0.75 liters, with output up to 1000BPH per machine.
SMHA4-2000 is a four-cavity platform conceived for small size containers up to 0.75 liters, with output up to 2000BPH per machine.
SMHA6-3000 is a six-cavity platform conceived for small size containers up to 0.75 liters, with output up to 3000BPH per machine.
SMHA8-4000 is a one-cavity platform conceived for small size containers up to 0.75 liters, with output up to 4000BPH per machine.
SMHA2-1000 is a two-cavity platform conceived for small size containers up to 0.75 liters, with output up to 1000BPH per machine.
SMHA4-2000 is a four-cavity platform conceived for small size containers up to 0.75 liters, with output up to 2000BPH per machine.
SMHA6-3000 is a six-cavity platform conceived for small size containers up to 0.75 liters, with output up to 3000BPH per machine.
SMHA8-4000 is a one-cavity platform conceived for small size containers up to 0.75 liters, with output up to 4000BPH per machine.
| Technical Data | ||||||||||||||||||||
| ITEM | UNIT | SMHA1-500 | SMHA2-1000 | SMHA4-2000 | SMHA6-3000 | SMHA8-4000 | ||||||||||||||
| Max. Output | ||||||||||||||||||||
| For Water Bottles* | BPH | 500** | 1000** | 2000** | 3000** | 4000** | ||||||||||||||
| Bottle Dimension | ||||||||||||||||||||
| Outer Dia.(Max) | MM | 70 | 70 | 70 | 70 | 70 | ||||||||||||||
| Height (Max) | MM | 240 | 240 | 240 | 240 | 240 | ||||||||||||||
| Volume Range | L | 0.25~0.75 | 0.25~0.75 | 0.25~0.75 | 0.25~0.75 | 0.25~0.75 | ||||||||||||||
| Blow-molding Station | ||||||||||||||||||||
| Mold Cavity Number | Cavity | 1 | 2 | 4 | 6 | 8 | ||||||||||||||
| Mold Cavity Center Distance | MM | 90 | 90 | 90 | 90 | 90 | ||||||||||||||
| Preform Spindle"s Pitch | MM | 90 | 90 | 50.8 | 50.8 | 50.8 | ||||||||||||||
| Air | ||||||||||||||||||||
| Pressure for Operation | bar | 8~10 | 8~10 | 8~10 | 8~10 | 8~10 | ||||||||||||||
| Pressure for Blowing | bar | 35~38 | 35~38 | 35~38 | 35~38 | 35~38 | ||||||||||||||
| *For 0.5L bottle standard round shape. | ||||||||||||||||||||
| **It depends on the preform design, preform thickness, bottle design and quality of PET resin. | ||||||||||||||||||||
Technical Description
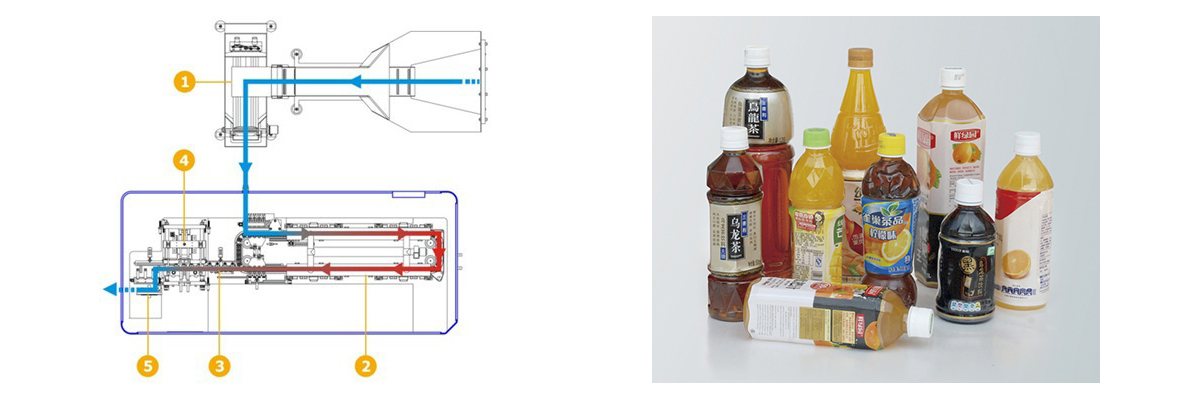
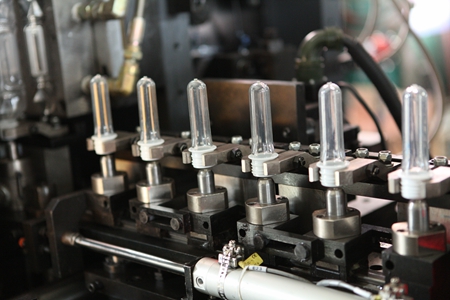
1、Preform Feeding
The preforms are feeding in bulk via belt elevator and linear unscrambler. The preforms are lowered by gravity, neck up, into the charging robot that feeds the machine. For each cycle, the preform loader places 4 preforms onto the conveyor belt at the same time.
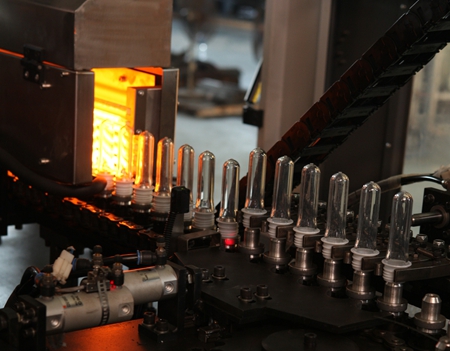
2、Heating Conditioning
Preform enter the oven, neck down. Thanks to a very efficient oven cooling and cross ventilation system, necks and preform holders are protected against overheating while preform surface is perfectly cooled to avoid crystallization even for thick preforms and high production rates.
3、Pitch Distance Changeover
For 4,6,8-cavity model, upon leaving the heating conditioning, the preform will go into pitch distance changeover position. By slider&jaw, the abutting preform’s center distance will change from 50.8mm during heating to be the same as mold’s cavity pitch for blowing, which can ensure the machine to produce required bottle with possible short heating tunnels.
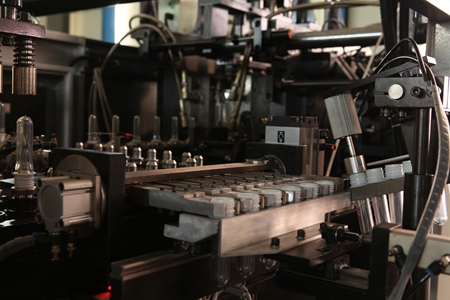
4、Stretch-Bowing
After center distance changeover, the preforms are introduced into the blowing mold. The longitudinal stretching of the preform is carried out by the stretching rod, whose stroke can be mechanical adjusted. Pre-blowing at medium pressure can be adjusted by means of manual valves that make it possible to synchronize it with the stretching. The high-pressure blowing is activated after the pre-blowing, with adjustable times.

5、Bottle Ejection
Once the bottles have been blown, they are transferred outside the blowing mold by means of a simple mechanical system. The bottles can be discharged on air conveyors, dropped in bulk or discharged onto a table top conveyor.

