
SMEA Blow System
Mouth-down and Fully Electrical Servo Driven
Overview
SMEA series linear blowmolder for the production of PET bottle are highly versatile system, both in terms of output as well as for the various types of PET bottle to be produced. It is a linear machine, using the bi-orientation blow molding principle, ranging from 6 to 10 cavities, displaying various characteristics and performances while maintaining consistent quality: an efficient answer to numerous production needs.
high productivity, low energy consumption, and wide versatility and flexibility. By making simple modifications to the same machine it is possible to produce a large variety of bottles, including: standard bottles, fully-customized bottled for cosmetics, detergents and chemical products, bottles with nature handles formed on the body of the bottle, small bottles for pharmaceutical products, extremely light bottles with lightweight necks.
Specification
SMEA1-400G is a platform conceived for containers up to 20 liters, with output up to 400BPH per machine.
SMEA2-800G is a platform conceived for containers up to 20 liters, with output up to 800BPH per machine.
SMEA2-1600 is a platform conceived for containers up to 10.0 liters, with output up to 1600BPH per machine.
SMEA4-3200 is a platform conceived for containers up to 10.0 liters, with output up to 3200BPH per machine.
SMEA4-5000 is a platform conceived for containers up to 2.0 liters, with output up to 5000BPH per machine.
SMEA6-7500 is a platform conceived for containers up to 1.5 liters, with output up to 7500BPH per machine.
SMEA8-10000 is a platform conceived for containers up to 1.5 liters, with output up to 10000BPH per machine.
SMEA10-12500 is a platform conceived for containers up to 1.5 liters, with output up to 12500BPH per machine.
SMEA2-800G is a platform conceived for containers up to 20 liters, with output up to 800BPH per machine.
SMEA2-1600 is a platform conceived for containers up to 10.0 liters, with output up to 1600BPH per machine.
SMEA4-3200 is a platform conceived for containers up to 10.0 liters, with output up to 3200BPH per machine.
SMEA4-5000 is a platform conceived for containers up to 2.0 liters, with output up to 5000BPH per machine.
SMEA6-7500 is a platform conceived for containers up to 1.5 liters, with output up to 7500BPH per machine.
SMEA8-10000 is a platform conceived for containers up to 1.5 liters, with output up to 10000BPH per machine.
SMEA10-12500 is a platform conceived for containers up to 1.5 liters, with output up to 12500BPH per machine.
| Technical Data | SMEA4-5000 | SMEA6-7500 | SMEA8-10000 | SMEA10-12500 | SMEA2-1600 | SMEA4-3200 | SMEA1-400G | SMEA2-800G | ||||||||||
| Max.Output | ||||||||||||||||||
| For 500ml Water Bottles | BPH | 5000* | 7500* | 10000* | 12500* | / | / | / | / | |||||||||
| For 1500ml Water Bottles | BPH | 4000* | 6000* | 8000* | 10000* | / | / | / | / | |||||||||
| For 5000ml Water Bottles | BPH | / | / | / | / | 1600* | 3200* | / | / | |||||||||
| For 10000ml Water Bottles | BPH | / | / | / | / | 1200* | 2400* | / | / | |||||||||
| For 20000ml Water Bottles | BPH | / | / | / | / | / | / | 400** | 800** | |||||||||
| Bottle Diamension | ||||||||||||||||||
| Outer Dia.(Max.) | MM | 108 | 95 | 95 | 95 | 210 | 210 | 240 | 240 | |||||||||
| Height(Max.) | MM | 340 | 320 | 320 | 320 | 420 | 420 | 560 | 560 | |||||||||
| Volume | L | 0.3~2.0 | 0.3~1.5 | 0.3~1.5 | 0.3~1.5 | 3.0~10.0 | 3.0~10.0 | 10.0~20.0 | 10.0~20.0 | |||||||||
| Blow-molding Station | ||||||||||||||||||
| Mold Cavity Number | Cavity | 4 | 6 | 8 | 10 | 2 | 4 | 1 | 2 | |||||||||
| Mold Cavity Center Distance | MM | 127 | 114.3 | 114.3 | 114.3 | 230 | 230 | / | 260 | |||||||||
| Preform Spindles Pitch | MM | 50.8 | 50.8 | 50.8 | 50.8 | 76.2 | 76.2 | 100 | 100 | |||||||||
| Oven | ||||||||||||||||||
| No.of Heating Chamber | unit | 6 | 8 | 10 | 12 | 6 | 8 | 7 | 7 | |||||||||
| No.of Heating Layer | layer | 8 | 8 | 8 | 8 | 12 | 12 | 14 | 14 | |||||||||
| Electrical System | ||||||||||||||||||
| Voltage(3P+N) | V/HZ | 380/50 | 380/50 | 380/50 | 380/50 | 380/50 | 380/50 | 380/50 | 380/50 | |||||||||
| Air | 8~10 | 8~10 | 8~10 | 8~10 | 8~10 | 8~10 | 8~10 | 8~10 | ||||||||||
| Pressure for Operation | bar | |||||||||||||||||
| Pressure for Blowing | bar | 28~35 | 28~35 | 28~35 | 28~35 | 28~35 | 28~35 | 28~35 | 28~35 | |||||||||
| Cooling Water | ||||||||||||||||||
| Pressure | bar | 4~5 | 4~5 | 4~5 | 4~5 | 4~5 | 4~5 | 4~5 | 4~5 | |||||||||
| Temperature | °C | 5~15 | 5~15 | 5~15 | 5~15 | 5~15 | 5~15 | 5~15 | 5~15 | |||||||||
| * It depends on the preform design, preform thickness, bottle design and quality of PET resin. | ||||||||||||||||||
| ** With preform weight range 330~380g. | ||||||||||||||||||
Technical Description
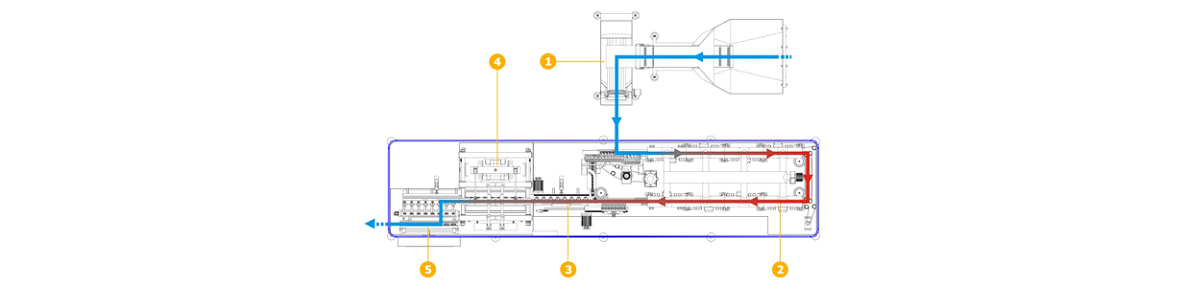
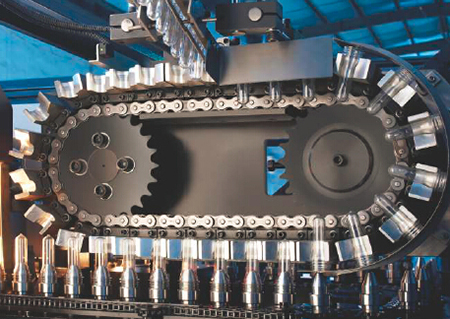
1、Preform Feeding
The preforms are unloaded in bulk into the preform hopper and are then transported by an elevator belt, the speed of which is controlled by the electronics of the machine. By unscrambling, the preforms are lowered by gravity, neck up, are fed with in-feed star-wheel for loading onto chain spindles continuously.
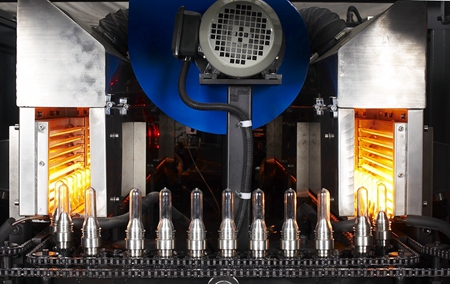
2、Preform Heating
During the heating phase, the preforms are constantly rotated for a perfectly symmetrical distribution of heat. The ovens are ventilated, and the necks of the preforms are protected from oven-heating by means of protection ramp, cooled with cold water.

3、Pitch Changeover
Upon leaving the heating condition, the preform will be transferring into pitch changeover position by a servo motor. By slider & jaw, the abutting preform’s center distance will change from 50.8mm during heating to mold’s cavity center distance for blowing.

4、Stretching & Blowing
After pitch changeover, the preforms are introduced into the blowing mold by servo motor. The longitudinal stretching of the preform is carried out by a servo motor too, thereby considerably increasing the flexibility of the blow process. Pre-blowing at medium pressure can be adjusted by means of manual valves that make it possible to synchronize it with the stretching. The high-pressure blowing is activated after the pre-blowing, with adjustable time setting.

5、Bottle Discharging
The blown bottles are removed from the molds and feed from the slider & jaw by means of a simple mechanical system. The bottles can be evacuated on air conveyor that directly feed to the filling lines.

